

Soldagem a arco de metal blindado
Você sabia ...
Crianças SOS, que corre cerca de 200 sos escolas no mundo em desenvolvimento, organizado esta selecção. Antes de decidir sobre o patrocínio de uma criança, por que não aprender sobre as diferentes instituições de caridade de patrocínio primeiro ?

Blindado arco de metal de solda (SMAW), também conhecida como arco de metal manual de soldadura (MMA ou MMAW), fluxo de soldagem a arco blindado ou informalmente como soldagem vara, é um manual processo de soldagem a arco que usa um consumível eléctrodo revestido em fluxo para colocar a solda. Um corrente eléctrica, na forma de qualquer corrente alternada ou corrente contínua a partir de um soldadura da fonte de alimentação, é usado para formar um de arco eléctrico entre o eléctrodo e os metais a ser juntou-se. Como a soldadura é colocada, o fluxo de revestimento do eléctrodo se desintegra, exalando vapores que servem como um o gás de protecção e proporcionando uma camada de escória, ambos os quais proteger a área de solda da contaminação atmosférica.
Devido à versatilidade do processo e a simplicidade do seu equipamento e operação, blindado soldadura de arco de metal é um dos processos de soldadura mais populares em todo o mundo. Ele domina outros processos de soldagem na indústria de manutenção e reparação, e embora arames tubulares está crescendo em popularidade, SMAW continua a ser amplamente utilizado na construção de estruturas de aço e na fabricação industrial. O processo é utilizado principalmente para soldar ferro e aço (incluindo de aço inoxidável), mas de alumínio , níquel e cobre ligas também podem ser soldados com este método.
Desenvolvimento
Após a descoberta do arco elétrico em 1800 por Humphry Davy havia pouco desenvolvimento em soldagem elétrica até Auguste de Méritens desenvolveu um maçarico de arco de carbono, patenteado em 1881. Nikolay Benardos desenvolvido soldagem a arco de carbono, obtenção de patentes de 1887 que mostra um suporte do eletrodo rudimentar. Em 1888 eletrodo de metal consumível foi inventado por Nikolay Slavyanov. Mais tarde em 1890 CL recebeu Coffin Patente US 428.459 para o seu método de soldadura a arco que utilizou um eléctrodo de metal. O processo, como SMAW, depositado derretida eletrodo metálico na solda como enchimento.
Por volta de 1900 e AP Strohmenger Oscar Kjellberg lançou os primeiros eletrodos revestidos. Strohmenger utilizado argila e revestimento de cal para estabilizar o arco, enquanto Kjellberg mergulhado fio de ferro em misturas de carbonatos e silicatos para revestimento do eletrodo. Em 1912 Strohmenger lançou um eletrodo revestido pesadamente mas alto custo e métodos de produção complexos impediu esses primeiros eletrodos de ganhar popularidade. Em 1927, o desenvolvimento de um processo de extrusão reduziu o custo de eletrodos de revestimento, permitindo que os fabricantes a produzir misturas de revestimento mais complexos concebidos para aplicações específicas. Na década de 1950 os fabricantes introduzido ferro em pó para o revestimento de fluxo, tornando-se possível aumentar a velocidade de soldadura.
Em 1938 KK Madsen descreveu uma variação automática de SMAW, agora conhecido como soldagem gravidade. Ele brevemente ganhou popularidade na década de 1960 depois de receber publicidade para a sua utilização em japonês estaleiros embora hoje as suas aplicações são limitadas. Outra pequena variação do processo usado, conhecido como soldadura foguete, foi desenvolvido em torno do mesmo tempo, George Hafergut na Áustria .
Operação
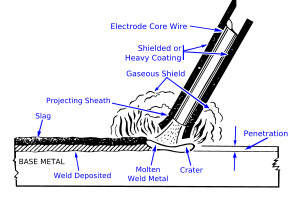
Para atingir o arco eléctrico, o eléctrodo entra em contacto com a peça de trabalho por um toque muito leve com o eléctrodo para o metal de base, em seguida, é puxada ligeiramente para trás. Isto inicia o arco e, assim, a fusão da peça de trabalho e o eléctrodo consumível, e faz com que as gotas do eléctrodo para ser transferido do eléctrodo para a poça de fusão. Como o eléctrodo derrete, o fluxo cobrindo desintegra, emitindo os gases de protecção que protegem a área de solda do oxigénio e outros atmosféricas gases. Além disso, o fluxo fornece escória fundida que cobre o metal de enchimento, uma vez que se desloca a partir do eléctrodo para o banho de fusão. Uma vez que parte do pool de solda, a escória flutua à superfície e protege a solda de contaminação, uma vez que se solidifica. Uma vez endurecido, deve ser quebrado para revelar a soldadura acabada. Como soldagem progride eo eletrodo derrete, o soldador deve parar periodicamente soldagem para remover o stub eletrodo restante e inserir um novo eletrodo no suporte do eletrodo. Esta actividade, conjugada com desbastando a escória, reduz a quantidade de tempo que o soldador, que pode passar a solda, fazendo SMAW um dos processos de soldadura menos eficientes. Em geral, o factor de operador, ou a percentagem de tempo gasto do operador que coloca soldadura, é de aproximadamente 25%.
A técnica de soldadura utilizada real depende do eléctrodo, a composição da peça de trabalho, e a posição da junta a ser soldada. A escolha do eletrodo e soldagem posição também determinar a velocidade de soldagem. Soldaduras planas exigir menos habilidade do operador, e pode ser feito com eléctrodos que fundem rapidamente mas solidificam lentamente. Isto permite velocidades de soldadura elevadas. Inclinada, soldadura vertical ou de cabeça para baixo requer mais perícia do operador, e, muitas vezes requer a utilização de um eléctrodo que se solidifica rapidamente para evitar que o metal fundido flua para fora do banho de fusão. No entanto, isto geralmente significa que o eléctrodo derrete menos rapidamente, aumentando assim o tempo necessário para estabelecer a solda.
Qualidade
Os problemas mais comuns de qualidade associados incluem SMAW respingos de solda, porosidade, fusão deficiente, a penetração rasa, e rachaduras. Salpicos de solda, enquanto que não afectam a integridade da solda, prejudica a sua aparência e aumenta os custos de limpeza. Ela pode ser causada por excessivamente alta corrente, um arco de comprimento, ou golpe de arco, uma condição associada com corrente contínua caracterizado por o arco eléctrico ser deflectido, afastando-a poça de solda por forças magnéticas. Golpe Arc também podem causar porosidade na solda, como a contaminação lata conjunta, de alta velocidade de soldagem, e um arco de soldadura por muito tempo, especialmente quando eletrodos de baixo hidrogênio são utilizados. A porosidade, muitas vezes não visíveis sem a utilização de técnicas avançadas métodos de ensaios não destrutivos, é uma preocupação séria porque pode potencialmente enfraquecer a solda. Outro defeito que afecta a resistência da solda é pobre de fusão, embora seja muitas vezes facilmente visível. É causada pela baixa corrente, as superfícies articulares contaminados, ou a utilização de um eléctrodo imprópria. A falta de penetração, um outro detrimento para soldar força, pode ser abordado através da diminuição da velocidade de soldadura, aumentando a corrente ou utilizando um eléctrodo mais pequeno. Qualquer uma destas-relacionados com a resistência da emenda defeitos pode fazer a solda propenso a rachaduras, mas outros fatores estão envolvidos também. Alto teor de carbono, liga ou enxofre conteúdo no material de base podem levar a fissuras, especialmente se os eléctrodos de baixo de hidrogénio e o pré-aquecimento não são empregados. Além disso, as peças não devem ser excessivamente restrita, pois isso introduz tensões residuais na solda e pode causar rachaduras como a solda esfria e contratos.
Segurança
Soldagem eletrodo revestido, tal como outros métodos de soldagem, pode ser uma prática perigosa e insalubre se as devidas precauções não forem tomadas. O processo utiliza um arco eléctrico aberto, o que representa um risco de queimaduras, que são impedidos pela equipamento de protecção individual na forma de pesados couro luvas e jaquetas de manga comprida. Além disso, o brilho da área de solda pode levar a uma condição chamada arco olho, em que a luz ultravioleta provoca a inflamação da córnea e pode queimar as retinas dos olhos. Soldadura capacetes com placas de cara escuros são usados para evitar essa exposição, e nos últimos anos, novos modelos de capacete foram produzidos que apresentam uma placa de cara que a auto-escurece após a exposição a grandes quantidades de luz UV. Para proteger os espectadores, especialmente em ambientes industriais, cortinas de soldadura translúcidas frequentemente cercar a área de soldagem. Estas cortinas, constituídos por uma película de plástico de cloreto de polivinilo, de blindagem próximas trabalhadores da exposição a luz UV a partir do arco eléctrico, mas não deve ser utilizado para substituir o filtro de vidro usado em capacetes.
Além disso, os materiais metálicos e de fluxo de vaporização para expor soldadores e gases perigosos assunto particular. O fumaça produzida contém partículas de vários tipos de óxidos. O tamanho das partículas em questão tende a influenciar o toxicidade dos fumos, com partículas menores que apresenta um perigo maior. Além disso, gases como o dióxido de carbono e ozônio pode formar, o que pode ser perigoso se a ventilação for inadequada. Alguns dos mais recentes máscaras de solda estão equipados com um ventilador elétrico alimentado para ajudar a dispersar os vapores nocivos.
Aplicação e materiais
Blindado soldagem a arco de metal é um dos processos de soldagem mais populares do mundo, representando mais de metade de toda a soldagem em alguns países. Devido à sua versatilidade e simplicidade, é particularmente dominante na indústria de manutenção e de reparação, e é muito utilizada na construção de estruturas de aço e na fabricação industrial. Nos últimos anos, seu uso tem diminuído como soldagem a arco fluxados expandiu na indústria da construção e soldagem a arco de metal de gás se tornou mais popular em ambientes industriais. No entanto, por causa do baixo custo do equipamento e ampla aplicabilidade, o processo provavelmente permanecerá popular, especialmente entre os amadores e pequenas empresas, onde os processos de soldagem especializados são antieconômico e desnecessário.
SMAW é muitas vezes usado para soldar de aço carbono, de baixa e alta ligas de aço, aço inoxidável, ferro fundido, e ferro fundido dúctil. Embora menos popular para materiais não-ferrosos, ele pode ser utilizado em níquel e de cobre e suas ligas e, em casos raros, em alumínio. A espessura do material a ser soldado é delimitada na extremidade baixa, principalmente, pela habilidade do soldador, mas raramente faz-lo cair abaixo de 0,05 em (1,5 mm). Não existe limite superior: com preparação conjunta adequada e uso de múltiplos passes, materiais de espessuras virtualmente ilimitado podem ser unidos. Além disso, dependendo do eléctrodo utilizado e da habilidade do soldador, SMAW pode ser utilizada em qualquer posição.
Equipamento

Equipamento de soldadura com arco de metal blindado tipicamente consiste de uma fonte de soldagem fornecimento de corrente constante e um eletrodo, com um porta-eletrodo, uma braçadeira de terra, e cabos de solda (também conhecido como ligações de solda), que liga os dois.
Fonte de alimentação
A fonte de alimentação usada em SMAW tem uma saída de corrente constante, assegurando que a corrente (e, portanto, o calor) mantém-se relativamente constante, mesmo que a distância do arco e a mudança de tensão. Isto é importante porque a maioria das aplicações de SMAW são manuais, exigindo que o operador mantenha o maçarico. A manutenção de uma distância de um arco adequadamente estável é difícil, se uma fonte de energia de tensão constante é usado em vez disso, uma vez que pode causar variações dramáticas de calor e fazer de soldadura mais difícil. No entanto, porque a corrente não é mantido absolutamente constante, soldadores qualificados realizando soldas complicadas pode variar o comprimento do arco para causar flutuações menores na corrente.

A polaridade do sistema preferido SMAW depende principalmente do eléctrodo a ser utilizado e das propriedades desejadas da solda. A corrente contínua com um eléctrodo carregado negativamente (DCEN) faz com que o calor para construir-se sobre o eléctrodo, o aumento da taxa de fusão do eléctrodo e diminuindo a profundidade da solda. A inversão da polaridade do eléctrodo, de modo que é carregada positivamente (DCEP) e a peça de trabalho é carregado negativamente aumenta a penetração da solda. Com corrente alternada as alterações de polaridade mais de 100 vezes por segundo, criando uma distribuição uniforme de calor e proporcionando um equilíbrio entre a taxa de fusão do eletrodo e penetração.
Tipicamente, o equipamento utilizado para SMAW consiste numa passo-down transformador para corrente contínua e um modelos rectificador, que converte corrente alternada em corrente contínua. Uma vez que a potência fornecida normalmente para a máquina de soldar é corrente alternada de alta tensão, o transformador de soldadura é utilizada para reduzir a tensão e aumentar a corrente. Como resultado, em vez de 220 V a 50 A, por exemplo, a energia fornecida pelo transformador é de cerca de 17-45 V com correntes até 600 A. Um número de diferentes tipos de transformadores podem ser usados para produzir este efeito, incluindo a bobina de múltiplos e máquinas inversor, com cada um usando um método diferente para manipular a corrente de soldadura. O tipo de bobina múltiplos ajusta a corrente ou por variação do número de voltas da bobina (em transformadores do tipo torneira) ou através da variação da distância entre as bobinas primária e secundária (em bobina móvel ou transformadores de núcleo móvel). Conversores, que são mais pequenos e, portanto, mais portátil, utilizam componentes electrónicos para alterar as características de corrente.
Geradores elétricos e alternadores são freqüentemente usados como fontes de alimentação de solda portátil, mas por causa da menor eficiência e custos mais elevados, eles são menos frequentemente utilizado na indústria. Manutenção também tende a ser mais difícil, devido à complexidade da utilização de um motor de combustão, tal como uma fonte de energia. No entanto, em certo sentido eles são mais simples: a utilização de um rectificador separado é desnecessário porque podem fornecer AC ou DC. No entanto, as unidades com motor são mais prática no trabalho de campo onde a soldagem muitas vezes deve ser feito fora de portas e em locais onde tipo transformador soldadores não são utilizáveis porque não há nenhuma fonte de energia disponível para ser transformada.
Em algumas unidades do alternador é essencialmente o mesmo que o utilizado em conjuntos de geradores portáteis utilizadas para o fornecimento de energia de corrente, modificado para produzir uma corrente superior a uma tensão mais baixa, mas ainda com a frequência da rede de 50 ou 60 Hz. Em unidades de maior qualidade um alternador com mais pólos é usado e suprimentos atuais em uma freqüência maior, como 400 Hz. A menor quantidade de tempo que a forma de onda de alta frequência passa perto de zero faz com que seja muito mais fácil de atingir e manter um arco estável do que com os conjuntos mais baratos grade de frequência ou unidades mains-powered grade de frequência.
Elétrodo

A escolha de eléctrodo para SMAW depende de um número de factores, incluindo o material de soldadura, a posição de soldadura e as propriedades desejadas de solda. O eléctrodo é revestido em uma mistura de metal chamado fluxo, que emita gases enquanto se decompõe para evitar a contaminação de soldadura, introduz desoxidantes para purificar a soldadura, faz com protectores de solda para formar escória, melhora a estabilidade do arco, e fornece elementos para melhorar a liga qualidade da solda. Eletrodos podem ser divididos em três grupos: aqueles projetado para derreter rapidamente são chamados eletrodos "fast-fill", as destinadas a solidificar rapidamente são chamados eletrodos "fast-congelar", e eletrodos intermediários ir pelo nome de "encher-freeze" ou " fast-siga "eletrodos. Rápido-enchem eletrodos são projetados para derreter rapidamente, de modo que a velocidade de soldagem pode ser maximizada, enquanto fast-freeze eletrodos de abastecimento de enchimento de metal que solidifica rapidamente, fazendo soldagem em uma variedade de posições possíveis por impedir a poça de fusão de deslocamento significativamente antes de se solidificar.
A composição do núcleo do eléctrodo é geralmente semelhante e, por vezes, idêntico ao do material de base. Mas, apesar de existir uma série de opções viáveis, uma ligeira diferença na composição da liga pode impactar fortemente as propriedades da solda resultante. Isto é especialmente verdadeiro de ligas de aço, tais como Aços HSLA. Do mesmo modo, os eléctrodos de composições semelhantes às dos materiais de base são frequentemente utilizadas para a soldadura de materiais não ferrosos como o alumínio eo cobre. No entanto, por vezes, é desejável a utilização de eléctrodos com materiais de núcleo significativamente diferentes a partir do material de base. Por exemplo, eléctrodos de aço inoxidável são por vezes utilizado para soldar duas peças de aço de carbono, e são muitas vezes utilizadas para soldar peças de obra de aço inoxidável com peças de aço ao carbono.
Revestimentos de eléctrodos podem consistir de um número de compostos diferentes, incluindo rutilo, fluoreto de cálcio, celulose, e pó de ferro. Eléctrodos de rutilo, revestido com 25% -45% de TiO 2, são caracterizados pela facilidade de uso e uma boa aparência da soldadura resultante. No entanto, eles criam soldas com teor de hidrogênio de alta, incentivando fragilização e rachaduras. Eletrodos contendo fluoreto de cálcio (CaF2), por vezes conhecido como eletrodos básicos ou baixo nível de hidrogênio, são higroscópico e deve ser armazenado em condições secas. Eles produzem soldas fortes, mas com uma grosseira e de forma convexa da superfície articular. Eletrodos revestidos com celulose, especialmente quando combinada com rutilo, realizar uma penetração profunda de solda, mas por causa de seu alto teor de umidade, os procedimentos especiais devem ser utilizados para evitar o risco excessivo de rachaduras. Finalmente, o pó de ferro é um aditivo de revestimento comum, uma vez que melhora a produtividade do eléctrodo, por vezes tanto como a duplicação do rendimento.
Para identificar os diferentes eletrodos, a Sociedade Americana de Solda estabelecido um sistema que atribui eletrodos com um número de quatro ou cinco dígitos. Eletrodos revestidos de aço de liga leve ou de baixo têm o prefixo E, seguido pelo seu número. Os dois ou três primeiros dígitos do número de especificar a resistência à tracção do metal de solda, em milhares libras por polegada quadrada (ksi). O dígito penúltimo geralmente identifica as posições de soldagem admissíveis com o eléctrodo, geralmente usando os valores 1 (normalmente eletrodos fast-freeze, implicando todos soldagem posição) e 2 (normalmente fast-preencher eletrodos, gerando apenas soldagem horizontal). A corrente de soldadura e do tipo de eléctrodo de cobertura são especificados pelos dois últimos dígitos juntos. Quando aplicável, um sufixo é utilizado para denotar o elemento de liga ser contribuído pelo eléctrodo.
Eletrodos comuns incluem o E6010, um congelamento rápido, todo-posição do eletrodo com uma resistência à tracção mínima de 60 ksi (410 MPa) que é operado usando DCEP. Seu primo E6011 é semelhante, exceto que ele é usado com corrente alternada. E7024 é um eletrodo de fast-preenchimento, utilizado principalmente para fazer soldas planas ou horizontais usando AC, DCEN, ou DCEP. Exemplos de eléctrodos de enchimento por congelação é o E6012, E6013, E7014 e, todos os quais proporcionam um compromisso entre as velocidades de soldadura rápida e todas as posições de soldadura.
Processo variações
Embora SMAW é quase exclusivamente um processo de soldagem com arco de mão, uma variação notável processo existe, conhecido como soldagem gravidade ou gravidade de soldagem a arco. Ele serve como uma versão automatizada do processo de soldadura de arco de metal protegido tradicional, empregando um suporte de eléctrodo ligado a uma barra inclinada ao longo do comprimento da soldadura. Uma vez iniciado, o processo continua até que o eletrodo é gasto, permitindo ao operador gerenciar vários sistemas de gravidade soldagem. Os eléctrodos utilizados frequentemente (E6027 ou E7024) são revestidas fortemente em fluxo, e são tipicamente em 28 (0,8 m) de comprimento e cerca de 0,25 em (6 mm) de espessura. Como em SMAW manual, um poder de soldagem fornecimento de corrente constante é usada, com uma ou outra polaridade negativa corrente alternada ou corrente direta. Devido a um aumento no uso de processos de soldagem semi-automáticas, tais como soldagem a arco fluxados, a popularidade de soldagem gravidade caiu como sua vantagem econômica sobre tais métodos é muitas vezes mínima. Outros métodos relacionados-SMAW que são ainda menos frequentemente usadas incluem a soldadura foguete, um método automático de colocação da extremidade de filete e soldaduras, e eléctrodo de soldadura maciço, um processo para a soldagem de grandes componentes ou estruturas que podem depositar-se 60 libras (27 quilogramas) de metal de solda por hora.
